آموزش پی ال سی PLC
آموزش plc صنعتی، دوره ای است که به معرفی انواع پی ال سی ها از جمله زیمنس و دلتا می پردازیم. کلاس پی ال سی 100 درصد در یک کارگاه بصورت 100 درصد عملی، ویژه بازار کار برگزار می شود.
آموزش پی ال سی (plc) یکی از پرطرفدارترین دوره های آموزشگاه پایتخت فناوری است که به صورت حرفه ای توسط برترین اساتید کشور برگزار می شود.
- در دوره plc، ابتدا مباحث الکتروپنوماتیک و پنوماتیک صنعتی توضیح داده می شود و کاراموزان با نرم افزار های مختلفی مانند فلوسیم (FluidSim) مدارات مختلف پنوماتیکی و الکتروپنوماتیکی را شبیه سازی و اجرا می کنند.
- سپس، به سراغ مینی پی ال سی لوگو می رویم و با وب سرور از طریق گوشی شبکه کردن پی ال سی های مختلف را کار می کنیم.
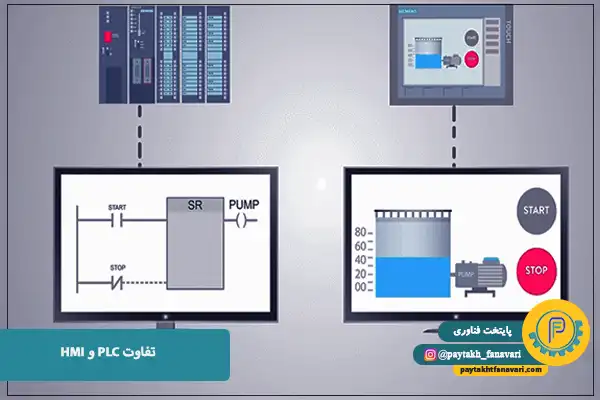
- در ادامه، آموزش plc دلتا را خواهیم داشت و با این پی ال سی، کارت های ورودی و خروجی، آنالوگ، دما، ویزارد نوشتن، تعریف متغیر ها و … آشنا می شویم. علاوه بر این، hmi دلتا را هم کانفیگ می کنیم و ارتباط و شبکه کردن بین این ها را انجام می دهیم.
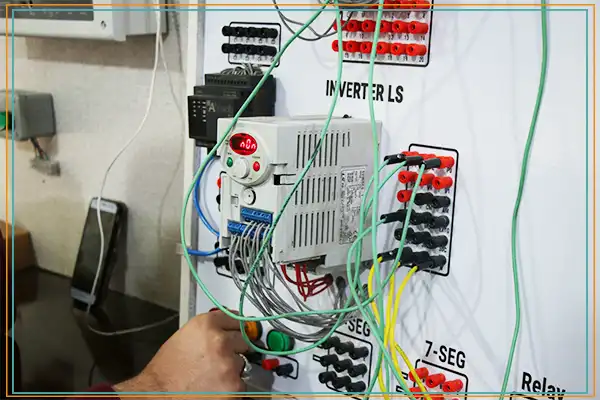
- در بخش دیگر وارد بحث درایو ها خواهیم شد و با درایو های LS و زیمنس کار می کنیم و کارهایی مانند دادن مختصات به آن ها، کار کردن با pip ها و شبکه کردن بین قسمت های مختلف را انجام می دهیم.
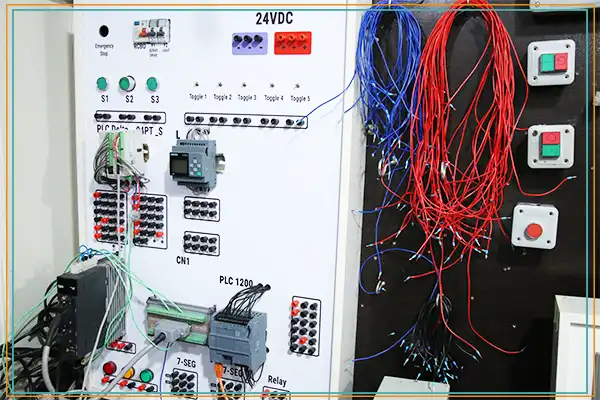
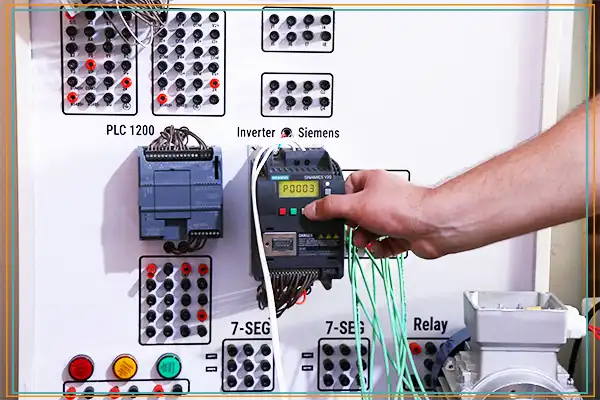
- بعد از این، با سخت افزار و نرم افزار پی ال سی های مختلف زیمنس شامل سری S7-300، S7-400، S7-1200 و S7-1500 کار می کنیم و با نرم افزار های سیماتیک منیجر و تیا پورتال قسمت های مختلف آن ها را شبیه سازی می کنیم. علاوه بر این، Hmi زیمنس را برنامه ریزی می کنیم، شبکه کردن ها را انجام می دهیم و مدل های مختلف زبان برنامه نویسی مثل لدر، fbd، sdl، گراف و زبان های دیگر را یاد می دهیم.
- به غیر از آموزش plc های زیمنس و دلتا، به سراغ آموزش سخت افزار و نرم افزار پی ال سی های کینکو، فتک و … می رویم و صفر تا صد کار با آن ها و کانفیگ hmi آن ها را انجام می دهیم.
- در کنار این مباحث، سروو موتور ها را نیز یاد می دهیم و با سروو موتور های مختلف به ویژه دلتا کار خواهیم کرد.
- شما علاوه بر آموزش سینماتیک منیجر و تیا پورتال، برنامه نویسی پی ال سی با سایر نرم افزار ها شامل factory io، دبلیو پی ال سافت (wplsoft) و دی اوپی سافت (DOPSoft) را یاد می دهیم. کاراموزان در این نرم افزار ها مدارات مختلف را می بندند و می توانند یک شبیه سازی از یک کارخانه خیلی بزرگ داشته باشند و قسمت های مختلف را روی آن اجرا کنند.
- در کنار این ها، پروتکل های ارتباطی پروفی باس، مدباس، پروفی نت، اترنت و … که برای اتصال پی ال سی به دستگاه های دیگر مانند سنسورها، درایوهای موتور، HMI و سایر تجهیزات صنعتی استفاده می شود را به شما یاد می دهیم.
- تمامی مطالب آموزشی plc از مقدماتی تا پیشرفته به زبان ساده و به صورت تخصصی توسط اساتید برتر تدریس می شود. شما در پایان این دوره، به یک plc man حرفه ای تبدیل می شوید و می توانید به راحتی وارد بازار کار شوید.
- از مزیت های شرکت در این دوره می توان به امکان بازاموزی رایگان، مشاوره ورود به بازار کار، مدرک plc فنی حرفه ای، پشتیبانی دائمی، 30% تخفیف شهریه و ارائه خوابگاه اشاره کرد.
- اگر به دنبال آموزش plc حرفه ای هستید حتما در این دوره ثبت نام کنید چرا که پایتخت فناوری بهترین آموزشگاه plc در تهران است و این دوره را با بالاترین کیفیت برگزار می کند.
ویدئو معرفی دوره آموزش plc
پادکست معرفی دوره پی ال سی




سرفصل های دوره آموزش plc
معرفی جک، سیلندر، پیستون و شیر های پنوماتیکی و انواع آن ها
طراحی و اجرای متنوع پنوماتیکی به صورت عملی
آموزش نحوه استفاده از سنسور ها در پروژه های پنوماتیک
آموزش جامع الکتروپنوماتیک به شیوه عملی
طراحی صفر تا صد الکتروپنوماتیک های صنعتی
معرفی پی ال سی لوگو
آموزش روش برنامه نویسی ساختار یافته در پی ال سی لوگو
یادگیری نحوه کنترل پی ال سی لوگو از طریق تلفن های همراه
آشنایی با قابلیت های جدید پی ال سی لوگو مانند فلگ های خاص و روش استفاده از آن
معرفی روش شبکه کردن صنعتی چند پی ال سی لوگو
آموزش تابع نویسی UDF در پی ال سی لوگو
یادگیری روش های اتصال تاچ پنل های مختلف مانند دلتا و زیمنس به پی ال سی لوگو
معرفی روش اتصال سنسور های مختلف مانند PT100 به PLC لوگو
آموزش اتصال ریموت و اینترنتی در پی ال سی لوگو
معرفی سری ایرانی و تایوانی پی ال سی های دلتا و نحوه کار کردن با آن ها
آشنایی با مفاهیم آنالوگ، دیجیتال، سینک و سورس در پی ال سی های دلتا
آموزش بهبود موج خروجی در پی ال سی های دلتا از روش فیلتر گذاری
یادگیری نحوه اتصال اینورتر های مختلف به پی ال سی دلتا
آموزش نحوه شبکه کردن اینورتر ها با پی ال سی دلتا
آموزش برنامه نویسی ساختار یافته در پی ال سی و تاچ پنل های دلتا
آموزش برنامه نویسی سری های 300، 500، 1200 و 1500 پی ال سی زیمنس
معرفی تاچ پنل زیمنس و یادگیری ماکرو و اسکریپت نویسی
معرفی دیتالاگ گیری و وب سرور در پی ال سی های زیمنس
یادگیری منطق آنالوگ و اسکیل و نرم سازی در PLC زیمنس
آموزش ویژه زبان برنامه نویسی نردبانی (LD) و بلوک دیاگرام در زیمنس
آموزش زبان گراف و شبه پایتون در زیمنس
برنامه نویسی پی ال سی های زیمنس با نرم افزار SIMATIC MANAGER و TIA PORTAL
آموزش کار با نرم افزار های wplsoft، IPsoft، Dopsoft و Factory I/O
آموزش کنترل خانه هوشمند با استفاده از نرم افزار HOME I/O
آموزش جامع طراحی مدار های تابلو برق با کمک نرم افزار EPLAN
یادگیری برنامه نویسی وب سرور و ایجاد صفحات وب
معرفی انواع FC، FB و تابع های آن ها
معرفی انواع بلوک حافظه های DB ها
معرفی انواع OB ها مانند وقفه و زمان
معرفی انواع SFC ها
معرفی انواع روش های راه اندازی warm و clod
معرفی زبان ترتیبی در زیمنس
یادگیری زبان STL یا کدی در زیمنس
معرفی انواع مقایسه گر ها، تایمر ها و شمارنده ها در زیمنس
اجرای عملی پروژه کنترل دما و فن و تهویه هوا با کمک پی ال سی زیمنس
معرفی پی ال سی فتک و کار کردن با آن
معرفی اینورتر ال اس
آشنایی کامل با اینورتر زیمنس مدل v20
آموزش شبکه پروفی نت و مد باس
یادگیری چگونگی انتخاب شبکه متناسب با نوع پروژه
آشنایی با انواع کارت های افزایشی و ماژول های ولتاژی، جریانی و دمایی و کار کردن با آن ها
یادگیری نحوه ایجاد رادیو برای توابع و شبکه های با برد بالا
معرفی انواع سروموتورهای مختلف در PLC های زیمنس، لوگو، دلتا و فتک
آشنایی با اساس کار انکدورهای مختلف
آموزش انواع پورت های مختلف سروموتور ها
یادگیری روش راه اندازی سروموتور در مد های مختلف گشتاور ثابت و سرعت ثابت
آموزش صفر تا صد سیم کشی سروموتور ها به صورت عملی
معرفی روش های اصولی نگهداری از سروموتور ها
اجرای پروژه های مختلف مانند موتور چپگرد و راستگرد و موتور دالاندر
اجرای پروژه های متنوع مانند پارکینگ هوشمند، تانکر هوشمند، انبار هوشمند و استخر هوشمند
اجرای پروژه های صنعتی بسته بندی کالا ها
طراحی کنترل کننده PID برای کنترل دمای کوره های حرارتی از طریق PLC
نظرات کارآموزان دوره PLC فنی حرفه ای
رزرو کلاس / مشاوره
"*" indicates required fields
آنچه که در آموزش plc می آموزید :
- مهارت کامل در محاسبات و طراحی پروژه های PLC
- آشنایی کامل با CPU های PLC و نحوه استفاده از آنها
- مهارت کامل در برنامه نویسی CPU های مختلف PLC
- مهارت کامل در پنل های لمسی صنعتی HMI
- مهارت کامل در کار با درایوهای صنعتی AC و DC
- مهارت کامل در بخش هیدرولیک و پنوماتیک
- مهارت کامل در انواع موتور و سرو موتورهای صنعتی
- مهارت کامل در شبکه های PLC صنعتی
- مهارت کامل در تشخیص و تعمیر تجهیزات صنعتی از قبل اجرا شده
مزیتهای آموزشگاه پایتخت فناوری برای شما
مجوز فعالیت دارای مجوز معتبر از سازمان فنی و حرفه ای کشور
مدرک فنی و حرفه ای اعطا مدرک معتبر بین المللی
دوره های عملی برگزاری دوره ها در کارگاه مجهز بصورت عملی
پشتیبانی پشتیبانی کار آموزان پس از اتمام دوره ی آموزشی
اساتید با تجربه اساتید با تجربه در صنعت
دسترسی آسان نزدیک بودن آموزشگاه به وسایل حمل و نقل عمومی و خوابگاه
هزینه دوره پی ال سی
| لیست شهریه آموزش پی ال سی | هزینه دوره: 19/500/000 تومان | هزینه با تخفیف: 13/600/000 تومان | دوره خصوصی: 23/100/000 تومان |








دیدگاه ها
سلام ویدئو آموزشی پی ال سی میتسوبیشی سری gx رو دارید؟
سلام دوست عزیز. وقتتون بخیر. شما باید در دوره های حضوری و یا آنلاین ما شرکت کنید تا بتوانید پی ال سی های میتسوبیشی را یاد بگیرید.
سلام. میخواستم بدونم نمایندگی در شهرستان ها نداريد؟
سلام. دوست عزیز. تنها در شهر اصفهان شعبه داریم.
بعد از اتمام دوره در بحث یافتن کار plc میتوانید حمایت کنید که 100 درصد بریم سر کار
سلام دوست عزیز. وقت بخیر. شرکت معرفی به کار ندارد اما در طول برگزاری دوره، به صورت رایگان برای شما کلاس های مشاوره و راه اندازی کسب و کار برگزار می کنیم و به صورت کامل شما را راهنمایی می کنیم که چگونه وارد بازار کار شوید و کسب و کار شخصی خود را راه اندازی کنید. علاوه بر این، بعد از پایان دوره هم پشتیبانی نامحدود دارید که می توانید هر گونه سوالی دارید از کارشناسان ما بپرسید.
کلاس های plc درجه 1 نیاز به پیش زمینه هم داره؟؟؟؟
سلام دوست عزیز. دوره پی ال سی به صورت جامع برگزار می شود و درجه 1 و 2 را با هم شامل میشه. بنابراین، شما میتوانید این دوره را از مقدماتی تا پیشرفته و از صفر تا صد یاد بگیرید.
سلام دوره آموزشی PLC درجه دو و یک بصورت خصوصی و انفرادی داری؟ اگر دارید مدت زمان دوره و هزینه هاش چطورن (کوتاهترین زمان ممکن)؟
سلام دوست عزیز. وقت بخیر. بله می توانید به صورت خصوصی کلاس را ثبت نام کنید که شامل پی ال سی درجه 1 و 2 می شود. شهریه دوره خصوصی ده میلیون تومان می باشد. مدت زمان دوره را باید با کارشناسان و اساتید قبل از ثبت نام هماهنگ کنید.
سلام آیا برای یادگیری دوره ها باید حتما کار با کامپیوتر رو بلد باشی ممنون.
سلام دوست عزیز. وقتتون بخیر. خیر نیازی به بلد بودن کار با کامپیوتر نیست. مباحثی که مربوط به آموزش تان با کامپیوتر هست را استاد به صورت عملی سر کلاس یاد می دهد.
وقت شما بخیر
میخوام بدونم میشه فقط یک برند از پی ال سی رو آموزش ببینیم؟
مرسی
سلام و روز بخیر
بله. به طور مثال میتونید فقط دوره آموزشی پی ال سی دلتا را از کل دوره یا هر بخشی که مدنظرتون هست رو شرکت کنید.
موفق باشید.
سلام وقت بخیر
آیا به صورت غیر حضوری میتونیم در دوره آموزش plc شرکت کنیم؟
سلام. وقت بخیر دوست عزیز. بله این دوره به صورت آنلاین نیز برگزار میشه که پس از ثبت نام به فیلم های آموزشی دسترسی دائمی دارید و دارای کیفیت فوق العاده بالایی هستند.
سلام یه سوال داشتم از خدمتتون
آیا راه اندازی الکتروموتور هم آموزش داده میشه در این دوره؟
سلام و درود
بله. در آموزش plc آموزشگاه پایتخت فناوری ، به صورت کامل نحوه راه اندازی موتور های تک فاز و سه فاز به کارآموزان آموزش داده میشه.
سلام روز بخیر
آیا در دوره آموزش plc مبحث پنومانیک هم آموزش داده می شود؟
ممنون میشم جواب بدید
سلام وقت بخیر. مبحث پنوماتیک از سر فصل های مهم این دوره هست. بنابراین جواب سوال شما بله است و ما در طول دوره این مبحث را به صورت کامل به شما یاد می دهیم.
سلام وقت بخیر
با هر مدرک و میزان تحصیلاتی می تونیم تو دوره آموزش plc شما شرکت کنیم؟
سلام دوست محترم
از آنجایی که سرفصل های دوره پی ال سی ما مطالب پایه تا پیشرفته را شامل می شود، لذا برای شرکت در این دوره نیاز به مدرک تحصیلی خاصی نیست و در طول دوره تمامی موارد آموزش داده خواهند شد.
سلام.سرفصل های آموزشی در آموزشگاه PLC شما شامل چی هست؟
این دوره شامل های اموزش های درایو AC و DC، آموزش سروو موتورها، آموزش پنوماتیک و الکتروپنوماتیک، آموزش برندهای پرکاربرد PLC صفر تاصد پی ال سی های زیمنس، دلتا، کینکو، فتک به همراه HMI های این برندها، آموزش نرم افزارهای SIMATIC Manager، TIA Portal، Factory I/O، آموزش شبکه های پیشرفته اترنت، پروفیباس و پروفینت و… اشاره نمود. جهت مشاهده کامل سرفصل ها بر روی لینک (https://paytakhtfanavari.com/courses/plc-training/#courseTopic) کلیک کنید.
سلام. کدوم نرم افزار های plc در طول دوره آموزش داده میشه؟
در طول دوره آموزش plc نرم افزارهای SIMATIC Manager، TIA Portal، Factory I/O، آموزش شبکه های پیشرفته اترنت، پروفیباس و پروفینت و… اشاره نمود.
سلام
به صورت مجازی میشه دوره رو گذراند ؟ برای کارگاه های عملی در دوره مجازی چطور اموزش داده میشه؟
سلام دوست عزیز. وقت بخیر. بله این دوره به صورت مجازی و آنلاین هم تشکیل می شود که به صورت عملی و دارای فیلم های آموزشی با کیفیت بالا می باشد. با دیدن این فیلم ها شما می توانید به صورت کامل پی ال سی را یاد بگیرید و در طول دوره چندین جلسه رفع اشکال گذاشته می شود که می توانید از استاد سوال های خود را بپرسید. علاوه بر این دوره آنلاین پی ال سی دارای پشتیبانی نامحدود نیز می باشد که می توانید همیشه سوالات تان را از کارشناسان ما بپرسید.
سلام
در دوره plc صنعتی تک تک آموزش هایی که بالا گفتید را خودمون همونجا میتونیم با سخت افزار انجام بدیم یا فقط خود اساتید انجام میدین ما میبینیم؟
همه دستگاهای بالا را در آموزشگاه دارید یا بصورت بازدید از کارخانه ای و….قراره با این plc ها آشنا بشیم؟
باتشکر
بله دوست عزیز آموزشگاه مجهز به PLC و دستگاه هایی که آموزش می دهیم می باشد. تمامی مباحثی را که استاد سر کلاس انجام می دهد، شما نیز خودتان انجام می دهید تا بتوانید مشکلات و سوالات تان را بپرسید.
سلام. یه سوال داشتم: دوره های خصوصی تون چقدر طول میکشه و آیا روزهاشو خودم میتونم تعیین کنم؟
با تشکر
سلام وقتتون بخیر. دوره خصوصی حدودا یک ماه طول میکشه که باز هم به ساعات و تعداد روزهایی هست که کلاس برمیدارید. برای تعیین روز و ساعت هم بله می تونید خودتون تعیین کنید و فقط باید با استاد هماهنگ کنید.
با سلام
دوره تخصصى براى plc s7 1500 و plc s7 1200
دارين به صورت فشرده كه زمانش كمتر از ٣ ماه بشه
سلام دوست عزیز. وقتتون بخیر. بله شما می تونید این دوره ها رو هم به صورت مجزا ثبت نام کنید. فقط برای هماهنگی و اطلاعات بیشتر با شماره های مندرج در سایت تماس بگیرید.
سلام
بعد از اتمام دوره در بحث یافتن کار plc میتوانید حمایت کنید که 100 درصد بریم سر کار
با سلام
شرکت های مختلف از آموزشگاه ما درخواست نیرو می کنند و ما هم بهشون معرفی میکنیم(آگهی ها داخل کانال تلگرام گذاشته میشه)
سلام درود خدمت شما دوره ی درجه ی 2هم پیش نیاز خاصی داره؟
منظور شما از اموزش کامل یعنی بعد از اتمام این دوره مستقیم میشه وارد بازارکار شد ؟
این دوره واحد عملی که شبیه به کار در کارگاه های بیرون باشه رو داره ؟
هر دو دوره چند مدت طول میکشه.؟
با تشکر
با سلام و وقت بخیر خدمت شما دوست عزیز
پی ال سی درجه 2 نیازی به پیش نیاز نداره. بله با گذراندن این دوره و در صورت تمرین و تسلط بر مباحث آموزشی می توانید وارد بازار کار شوید. همزمان با شرکت در این دوره، برای شما به صورت رایگان کلاس های راه اندازی کسب و کار و نحوه ورود به بازار کار می گذاریم و شما را جهت نحوه ورود به بازار کار راهنمایی می کنیم. دوره پی ال سی صنعتی 120 ساعت می باشد و حدودا سه ماه طول میکشه.
لطفا مدت زمان هر دوره رو به ایمیل من بفرستید
با سلام
طول دوره کلاس های پی ال سی 120 ساعت می باشد و سه ماه زمان می برد.
موفق و موید باشید.
با سلام ، مدت زمان هر دوره چند روز می باشد؟
سلام. وقتتون بخیر. این دوره به صورت کامل 120 ساعت می باشد که حدودا سه ماه زمان می برد.
کلاس های plc درجه 1 نیاز به پیش زمینه هم داره؟؟؟؟
با سلام و درود
بله برای پی ال سی درجه 1 لازم هست که پی ال سی درجه 2 رو قبلش آموزش ببینید.
موفق و موید باشید.